Сварка нержавеющих труб
Процесс сварки нержавеющих труб варьируется в зависимости от толщины и чистоты материала, а также от использования готового продукта. Несмотря на то, что для нержавеющей стали существует множество методов сварки, есть те, которые чаще всего используются сварщиками.
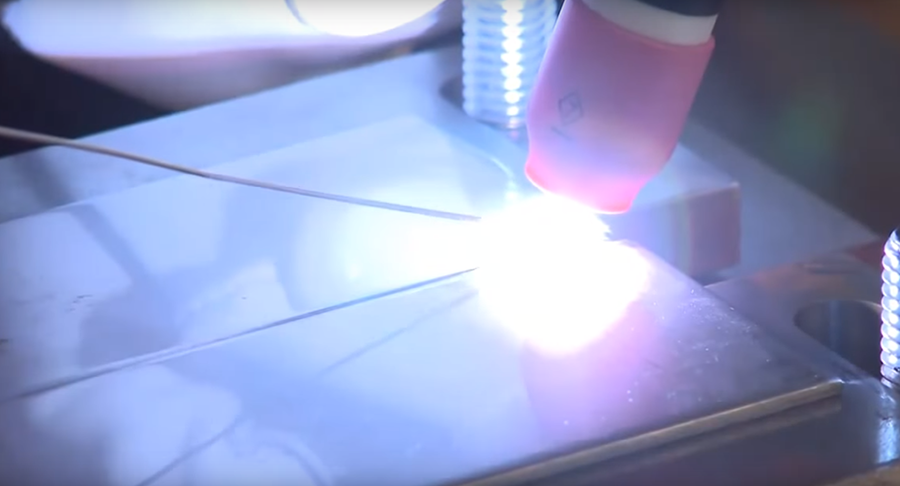
Изготовление конструкций из нержавеющей стали осуществляется путем сварки деталей при помощи сварки аргоном с неплавящимся вольфрамовым электродом. Итогом служит ровный и прочный шов, но не всегда привлекательного вида, поэтому применяются дополнительные способы обработки. Механическая шлифовка, которая убирает верхний оксидный слой и устраняет цветовые переходы самого шва. В качестве завершающей стадии используется полировка, которая придает шву и самой нержавеющей трубе зеркальный блеск.
В сварке нержавеющий труб используются электроды с рутиловым покрытием, которые обеспечивают стойкие антикоррозийные свойства. Электроды с подобным покрытием позволяют сваривать разнородные металлические сплавы. Для «нержавейки» с неповоротными стыками используют не плавящий электрод. Преимущества сварки аргоном с вольфрамовым электродом:
Главная рекомендация для получения эстетические красивого сварного шва сводится к правильности выбора угла наклона. Оптимальная величина составляет 75 градусов, допускаются отклонения в случаях, когда деталь сложной конфигурации. Не следует изменять расстояние между трубой и электродом, это может привести к деформации соединения. Если предстоит сварить вертикальны шов, то движение нужно начинать снизу-вверх, чтобы металл в момент расплавления не растекался.
- • газовая вольфрамовая дуговая сварка (GTAW или TIG);
- • плазменная дуговая сварка (PAW);
- • экранированная металлическая дуговая сварка (SMAW или MMA);
- • газовая металлическая дуговая сварка (GMAW или MIG/MAG);
- • погружная дуговая сварка (SAW).
Метод обработки нержавеющих труб аргоном
Изготовление конструкций из нержавеющей стали осуществляется путем сварки деталей при помощи сварки аргоном с неплавящимся вольфрамовым электродом. Итогом служит ровный и прочный шов, но не всегда привлекательного вида, поэтому применяются дополнительные способы обработки. Механическая шлифовка, которая убирает верхний оксидный слой и устраняет цветовые переходы самого шва. В качестве завершающей стадии используется полировка, которая придает шву и самой нержавеющей трубе зеркальный блеск.
Технология
В сварке нержавеющий труб используются электроды с рутиловым покрытием, которые обеспечивают стойкие антикоррозийные свойства. Электроды с подобным покрытием позволяют сваривать разнородные металлические сплавы. Для «нержавейки» с неповоротными стыками используют не плавящий электрод. Преимущества сварки аргоном с вольфрамовым электродом:
- • защита от окисляющего кислорода;
- • не требуются специальные электродные покрытия;
- • стабильное горение дуги, что обеспечивает непрерывность процесса.
Как сварить красивый шов
Главная рекомендация для получения эстетические красивого сварного шва сводится к правильности выбора угла наклона. Оптимальная величина составляет 75 градусов, допускаются отклонения в случаях, когда деталь сложной конфигурации. Не следует изменять расстояние между трубой и электродом, это может привести к деформации соединения. Если предстоит сварить вертикальны шов, то движение нужно начинать снизу-вверх, чтобы металл в момент расплавления не растекался.
Остались
вопросы?
Ответим на любой ваш вопрос по производству, обслуживанию станков и оборудования.
Заполните анкету, и мы свяжемся с вами в ближайшее время
Нажимая на кнопку «Отправить», вы соглашаетесь с Политикой обработки персональных данных
Спасибо, мы получили ваш вопрос. Менеджер свяжется с вами в ближайшее время