Что такое развертки
- СОДЕРЖАНИЕ:
- • Виды разверток
- • Принцип действия развертки
- • Конструкция развертки
- • Основные приемы работы с развертками
- • Процесс развертывания отверстий
- • Заточка разверток
- • ГОСТы
- • Какие отверстия обрабатывают развертками
- • Отличие ручных разверток от машинных
- • Особенности обработки металла развертыванием
- • Как ухаживать за разверткой
Инструмент режущего типа, предназначен для проведения финишной зачистки отверстий, полученных путем сверления, растачивания и зенкерования. Развертка благодаря большому количеству кромок, от 4 до 14, позволяет достигнуть точности до 9 квалитета. Инструмент вращается, одновременно с этим совершая поступательные движения вдоль оси. Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.

Виды разверток
- Машинного типа, оснащены хвостовиком в виде конуса Морзе или цилиндра, необходимого для получения гладкой поверхности после сверления и подгонки отверстия под точные размеры. Различают цельные и насадные по способу крепления;
- Ручные развертки, выполнены в форме цилиндра, по всей длине располагаются острые грани (винтовые и прямые). Для удобного хвата используется одновременно с воротком;
- Регулируемые, позволяют выставлять разные диаметры в пределах от 1 до 3 мм;
- Разжимные или раздвижные, внутри которых размещен шарик, а в нижней части винт. Приводя в движение винт, шарик продвигается вперед, тем самым раздвигая грани и увеличивая диаметр инструмента;
- Конические, имеют форму конуса, используются в промышленности.
Принцип действия развертки
Принцип работы инструмента заключается в его кромках – зубцах. Их может быть от 4 до 14. Благодаря кромкам в процессе обработки отверстия снимается припуск. Помогает процессу сверления не только вращение инструмента, важна также подача, которую выполняют в направлении к оси калибруемой проймы. За счёт принципа работы, возможно снимать с изделия тончайший слой металла, не повреждая ни поверхность, ни инструмент. Металлорежущим изделием, механического или ручного типа, можно сделать сверхточное отверстие с минимальной шероховатостью.
Конструкция развертки
Развёртка состоит из режущей поверхности, калибрующей части, зубьев, канавок, зажимов, заднего и переднего углов резания.
В режущей части различается угол конуса. Для ручных инструментов он составляет 1-2 градуса, а у машинной оснастки доходит до 15
градусов. Калибровочная часть состоит из конусного и цилиндрического участка.
Цилиндрическая основа градуирует
отверстие в металлическом изделии, а задача обратной конусности – уменьшить трение в процессе калибровки.
От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие.
Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями
используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления.
Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
Основные приемы работы с развертками
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия
подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском.
Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе.
Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали.
Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках.
Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза.
При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества
оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке.
В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось
развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим
нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке,
потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.

Процесс развертывания отверстий
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.
Заточка разверток
Затачивание режущего металлоинструмента должен осуществлять только мастер с опытом и высокой квалификацией. Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция, которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже 8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.
ГОСТы
- • основные параметры инструмента оговорены в ГОСТе 29240-91;
- • разнообразные допуски регулируются ГОСТом 11173-76;
- • машинные развертки определяются ГОСТом1672-80;
- • ручные по ГОСТу 7722-77;
- • регулируемые - ГОСТ3509-71;
- • конические - ГОСТ11177-84/ГОСТ11179-71.
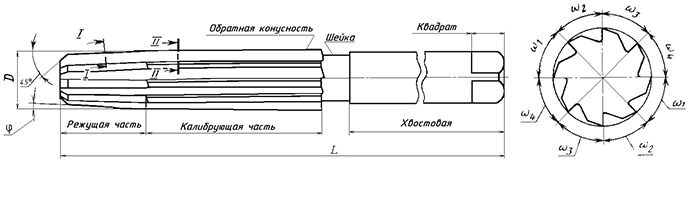
Чертеж развертки по металлу
Какие отверстия обрабатывают развертками
Режущим инструментом мастер может обработать отверстия цилиндрической или конической формы.
Цилиндрические проймы создаются развёртками с основной частью в форме цилиндра. Используют ручные или машинные инструменты.
Конические отверстия выполняются развертками конической формы, но не сразу. Обычно, процесс делится на три этапа: черновая обработка,
промежуточная и чистовой вариант. Проверку готового конического отверстия выполняют режущим изделием с конусным калибром.

Отличие ручных разверток от машинных
Самое главное отличие развертки ручного типа от машинного заключается в длине рабочей части, она, как правило, у ручной длиннее. Это позволяет сократить усилия и минимизировать погрешности дефектов.
Особенности обработки металла развертыванием
- • аналогичный со сверлом принцип крепежа;
- • чтобы зафиксировать развертку потребуются качающиеся державки. Они помогут инструменту самостоятельно отцентроваться по оси отверстия;
- • оптимальная скорость обработки должна быть существенно ниже скорость подачи. Такая мера позволяет достигнуть более качественного результата;
- • в обязательном порядке необходимо использовать смазывающий раствор.
Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
Остались
вопросы?
Ответим на любой ваш вопрос по производству, обслуживанию станков и оборудования.
Заполните анкету, и мы свяжемся с вами в ближайшее время
Нажимая на кнопку «Отправить», вы соглашаетесь с Политикой обработки персональных данных
Спасибо, мы получили ваш вопрос. Менеджер свяжется с вами в ближайшее время