Токарные резцы по металлу - определение, классификация

Резец - вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов. Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.

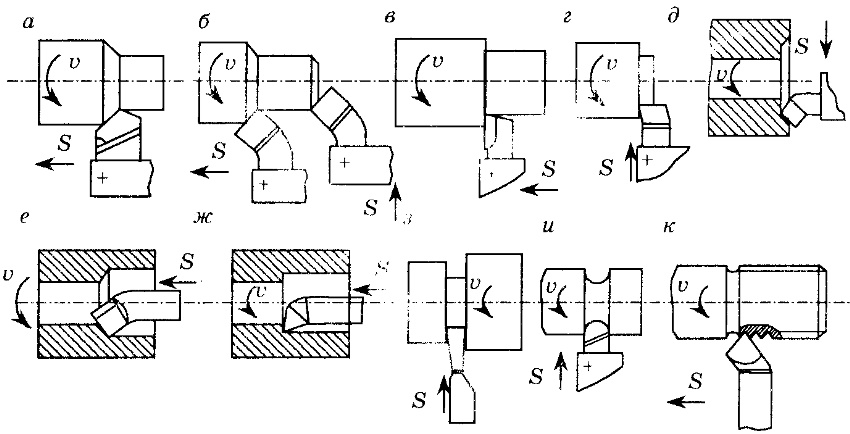
Классификация резцов
Проходные прямые резцы
Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы.
В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
Проходные отогнутые резцы
Делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм.
Проходные упорные отогнутые резцы
Очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий выпускаются в пяти разных размерах, в зависимости от способа работы.
Подрезные отогнутые резцы
Похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
Отрезной вид резцов
Самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
Резьбонарезные резцы
Применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки, то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
Резцы для внутренней резьбы
Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла для внутренней металлообработки сечение сделано в виде квадрата. Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
Расточные резцы
Применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
Универсальные или сборные резцы
Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски, можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия, контурную обточку и другие тонкие токарные работы. В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
Тангенциальный резец
Находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам процесс работы с изделиями из металла становится чистым и точным.
Радиальные резцы
Устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку. У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности, прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия.
Также у рабочего инструмента есть две кромки (главная и вспомогательная). Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге.
Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты. Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол.
Второй шаг – это обтачивание тыльной плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса.
Когда задняя часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием. Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым. Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
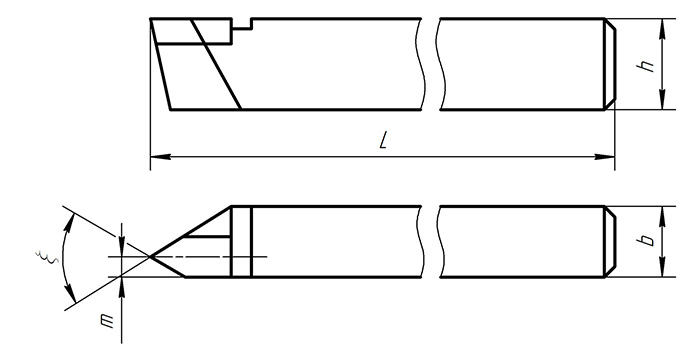
Чертеж токарного резца
ГОСТы
- ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
- ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
- ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
- ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
- ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
- ГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры.




Остались
вопросы?
Ответим на любой ваш вопрос по производству, обслуживанию станков и оборудования.
Заполните анкету, и мы свяжемся с вами в ближайшее время
Спасибо, мы получили ваш вопрос. Менеджер свяжется с вами в ближайшее время