Обработка цилиндрических поверхностей на токарном станке
Мин. заказ от 50 000 ₽
Описание
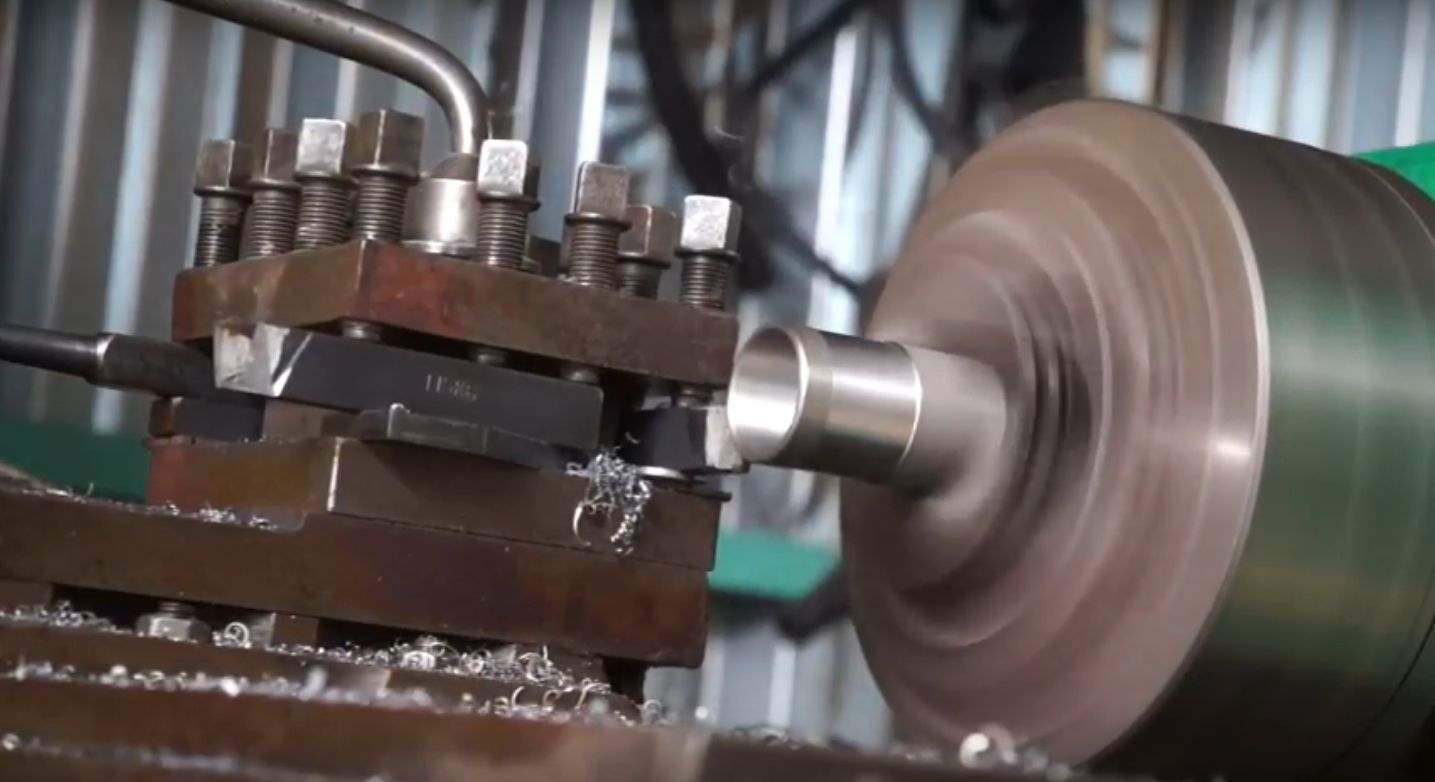
Процесс обточки
Токарная обработка цилиндрических поверхностей, для целей уменьшения погрешностей при размещении относительно заданной оси отверстий, заключается в точном соблюдении последовательности производственных действий:
- на первом этапе обрабатываемый элемент подвергается центрированию, направляющему к подаче следующих инструментов;
- на следующем этапе осуществляется сверление;
- далее производится расточка, которая требуется для устранения осевого смещения;
- контроль промышленным штангенциркулем размеров углубления;
- производится процесс развертки для доведения до требуемых геометрических и точных параметров формы отверстия изделия.
Установка резца
Прежде чем на токарном станке будет проводиться обработка цилиндрической поверхности, необходимо установить резец. Перед началом установки опорные поверхности держатели подвергаются тщательной очистке. Одним из главных правил при установке резца является то, что его вершина должна обязательно находиться по уровню оси центров токарного станка. Установка выше этой линии приведет к быстрому износу и нагреву, а ниже – к выталкиванию при набегании деталей из центров. Максимальную точность при установке придаст регулировка резца по высоте (при этом необходимо подстилать не более 3-х подкладок).
Правила пользования лимбами
Лимб представляет собой плоскую шайбу или кольцо, на внешнюю часть которого на равном расстоянии друг от друга нанесены риски. Градуировка может быть в градусах, миллиметрах и прочих метрических величинах. При эксплуатации лимба требуется учитывать, имеется ли люфт и его величина в передачах движения суппорта. При выполнении отсчетов размеров маховичок ручной подачи можно плавно поворачивать, причем только в одну сторону. Если имеет место ошибка и лимб повернут на большее количество делений, чем необходимо, маховичок на величину чуть больше люфта поворачивается в обратную сторону, и лимб доводится до необходимого деления.
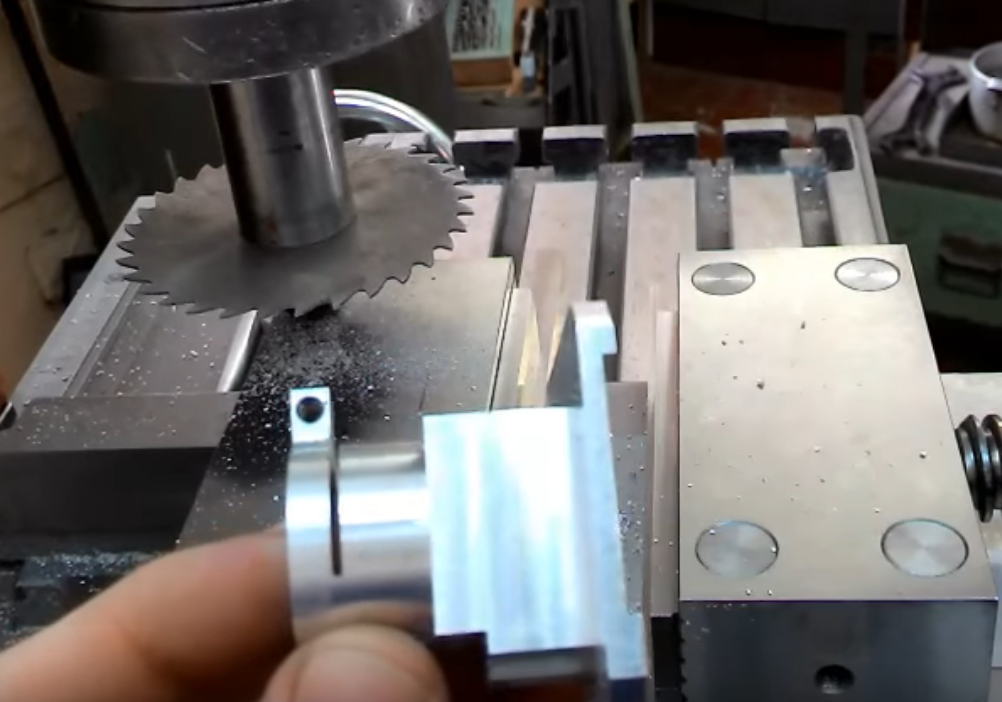
Обточка ступенчатой поверхности
Во время обрабатывания ступенчатых поверхностей необходимо соблюдать рациональную последовательность обточки (обеспечивается при наименьшей суммарной длине рабочих ходов резца) и постоянное продольное положение заготовок на станке (позволяет значительно сократить время на замер длины и пробный отсчет). Для этого уступ подвергаемой обработке заготовки или ее левый торец требуется поджать к уступам прямых или обратных кулачков, или к уступу небольшой выточки и к регулируемому шпиндельному упору. Токарный станок рекомендуется настроить по поперечным и продольным упорам для повышения производительности обработки.
Выбор режима резания
Одной из ключевых задач технологической подготовки производственного процесса при проведении токарных работ является выбор оптимального режима резания. В своей работе любой профильный специалист руководствуется такими показателями, как:
- скорость вращения шпинделя, где внимание обращается на вид обрабатываемого материала;
- подача, которая выбирается в пропорциональном со скоростью шпинделя соотношении.








Почему
выбирают нас
С 2016 года мы стремимся оказывать лучшие услуги, используя собственный опыт, мировую практику и подсказки заказчиков.

Опыт и профессионализм

Современное производственное оснащение

Индивидуальный подход

Собственный склад

Доставка по России
Гарантия качества
Вам также
могут понадобиться
Остались
вопросы?
Ответим на любой ваш вопрос по производству, обслуживанию станков и оборудования.
Заполните анкету, и мы свяжемся с вами в ближайшее время
Нажимая на кнопку «Отправить», вы соглашаетесь с Политикой обработки персональных данных
Спасибо, мы получили ваш вопрос. Менеджер свяжется с вами в ближайшее время